Advance Lean Practitioner (ALP) School of Mechanical Engineering
List of ALP Module

Overview of ALP
Module 1 - Value Stream Mapping
{kind=link}
{kind=link}
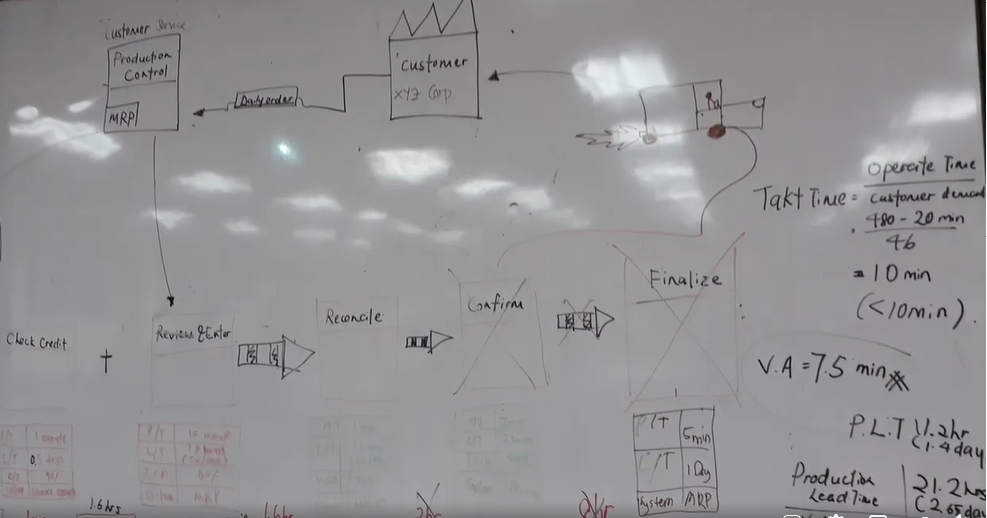
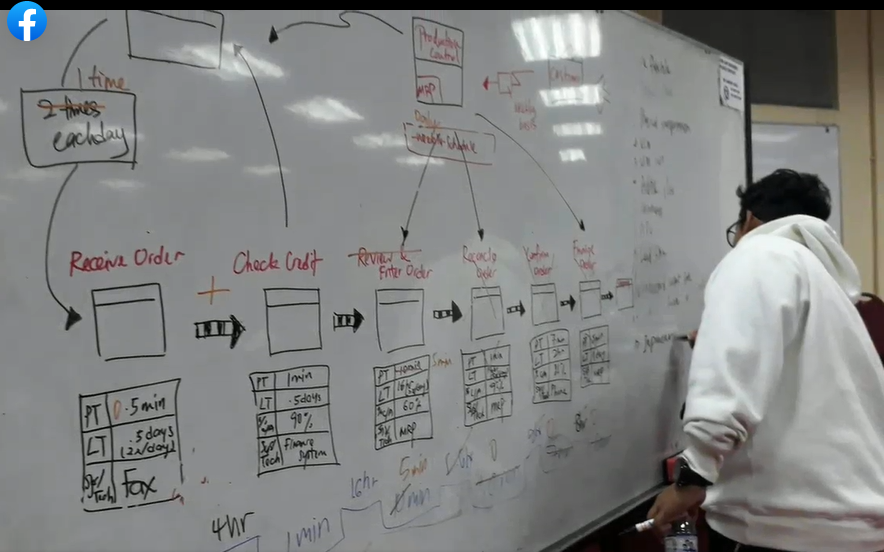
This module taught students how to develop Value Stream Mapping (VSM). The overview, review, and current state topics are covered first. The process begins with the supplier and ends with the client. With the removal of waste throughout the manufacturing process flow, a flow process will be established. Students also participate in an exercise known as 'Michigan Steel Current State Mapping.' The current state of the mapping is being sketched, debated, and re-edited, and the future state of the mapping will be obtained at the conclusion of the activity.
Module 2 - Pull System Simulation (boNKI) and Production Capacity
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
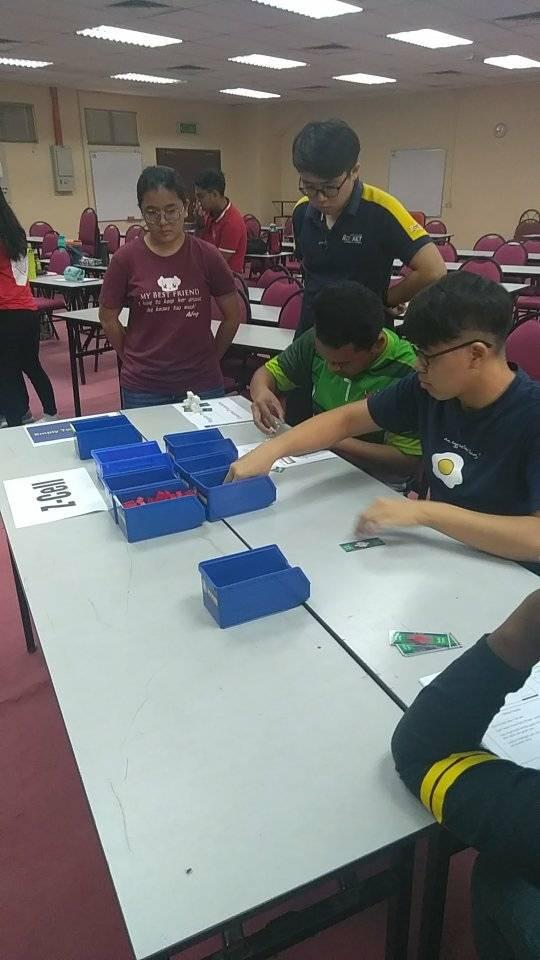
The pull system module was taught to the students. To improve the students' comprehension of the pull system, a simulation games were held. Kanban cards are used to fetch resources from the warehouse, and production will make items based on client orders to decrease inventory and waste. Aside from Kanban, a few lean techniques are being used in simulation studies, such as cadence, levelling, continuous flow, and so on. The value of these lean technologies in attaining continuous flow improves every operation.
A production capacity worksheet has been introduced to the students in order to evaluate the process flow in the production (simulation). Detail about each of the process is recorder in the worksheet. Ultimately, and perhaps most importantly, the information obtained by completing the Production Capacity Worksheet properly will be used to allocate work to workers in a cell using the Sequence Combination Table. Sequence Combination will be a key element of achieving production flexibility to changing Takt time, while maintaining efficient operations.
Module 3 - Flexible Cell and Sequence Combination
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
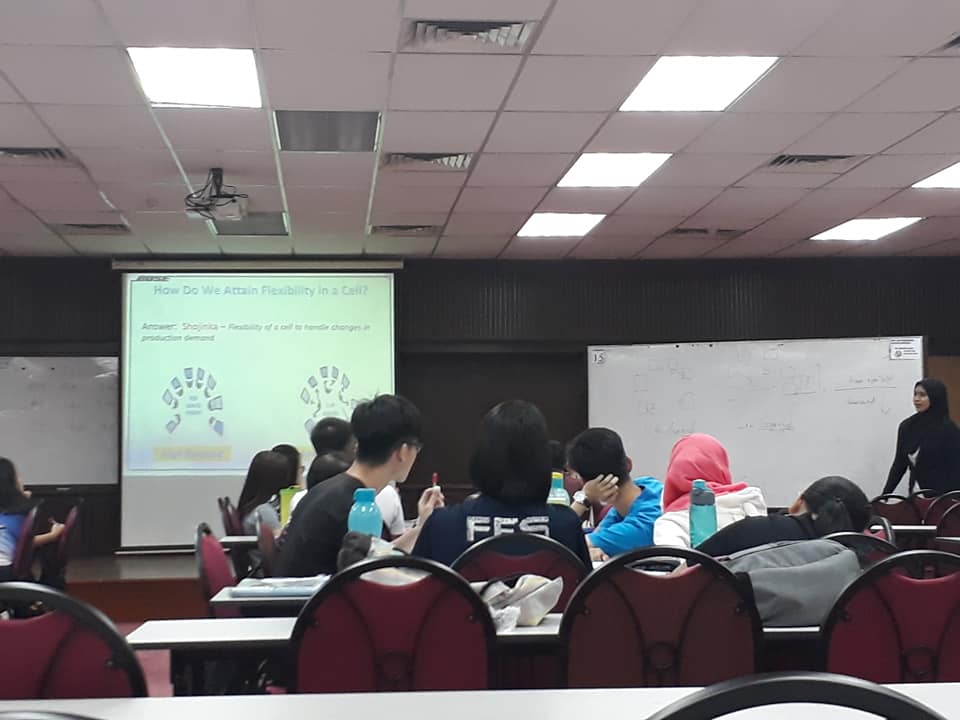
Shojinka means to alter (decrease or increase) the number of workers at a cell when the production demand has changed. Obviously, then, Shojinka is equivalent to increasing productivity by the adjustment and rescheduling of human resources. Students are taught to be creative thinking and prepare the production with a flexible work cell so that, in any condition or situation, the production may flow smoothly without any interruption. The four key factors that enable us to achieve flexible capacity were discussed briefly in this module; improve quality of work instructions, use lean tools available, improve number of multi skilled operators, flexibility in the work force cannot be understated, visualize Takt time and cell status, and improve discipline to work according to Takt time.
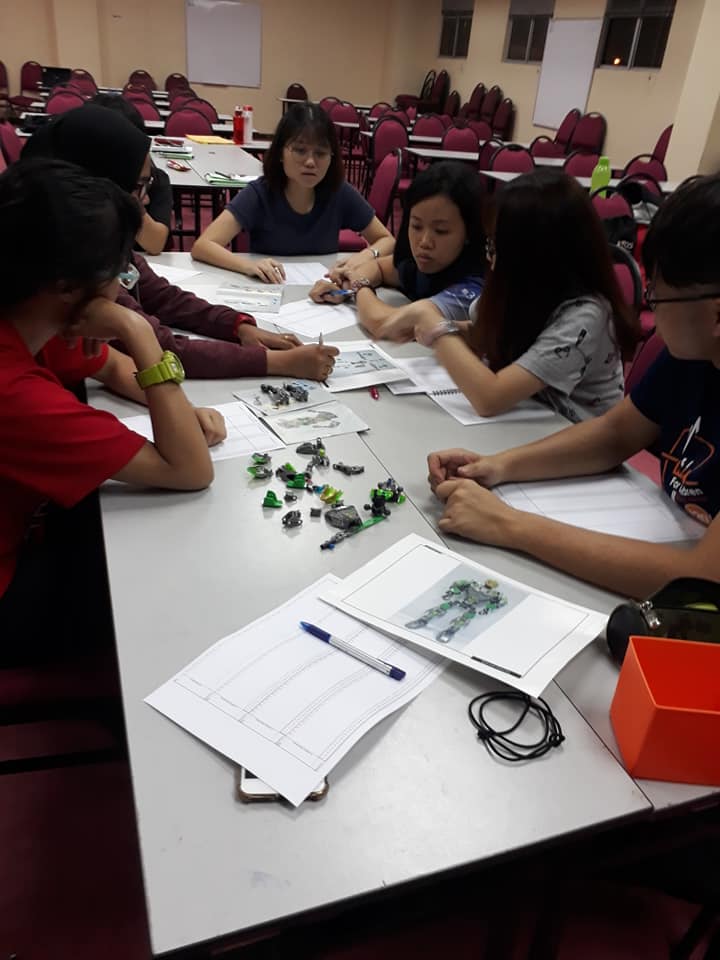
Sequence combination in this module allow the students to learn how importance to have a clear work instruction on each task. An activity using bionicle with applying the elements of Sequence Combination to produce an assembled Bionicle (placed into its carton) within the required customer Takt time (60 seconds) is conducted. Through this activity, students will learned on how to list the sequences to assemble the bionicle and make some improvement to achieve the takt time specified.
Module 4 - Training Method and Heijunka
{kind=link}
One of the key competencies needed to develop as a lean leader is to become the teacher of lean and coach to the respective teams. In this module, students learned about the method to conduct training. It is either the socratic method or 4 step method. An activity using thinker bell was conducted to train participants using two techniques to remove the ring from the Tinker Bell according to the pre-set Takt time.
In Heijunka or work load levelling, students understand that the role of making decision is important in production line. This is when the demand is fluctuating, the work load in each process will be different. Thus, a proper work load levelling may help the company to catch up with the customer demand.
Module 5 - Enabling Single Minute Die Exchange (SMED) and Lean Metrics
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
A series of concepts and techniques used to reduce changeover time until it is eliminated is the definition of SMED. This module teaches students on how to implement SMED in an activity using a racing car. The spare part need to be change and the changeover time is recorded and tasks are being improve for few rounds. By applying SMED, the students acknowledge that they gain benefits in term of time and surely SMED may benefits production line with the quick respond to changes in demand, allows for greater production capacity, reduce the errors, safer changeovers, reduction in inventory, training is easier and the line is more flexible besides the lead time can be shortened.
Subject on lean metrics being taught in this module because lean metrics in a manufacturing world metrics are a key part of daily operations. Few lean metrics discussed and introduced in this lesson are Labour Minutes Per Unit (LMPU), First pass yield (FPY) %, Rolled Throughput Yield (RTY) %, Parts per million (PPM), Production Efficiency (PEFF), and Shipping Efficiency (SEFF).
Module 6 - Total productive maintenance and quality at the sources
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
A properly implemented and maintained Total Productive Maintenance System (TPM) will provide the needed stability for lean production. An activity was conducted with the students to check the abnormality of a bicycle and then try to fix the problems. Students also being taught on how to predict failure such as using temperature check, thermal imaging, visual inspection, vibration analysis, and ultrasonic leak detection.
The phrase “quality methods” is a broad topic to define the tools and methodologies to incorporate into your culture (for example, Jidoka, QFD, FMEA, Control Plan, Poka Yoke, etc.). The focus of this session is to encourage students to approach the work that the organization does from a “waste elimination” perspective, requiring an emphasis on first time quality and problem solving at the root cause level, understood and practiced at all levels of the organization.
Module 7 - Gemba Walk and Scrum
{kind=link}
{kind=link}
{kind=link}
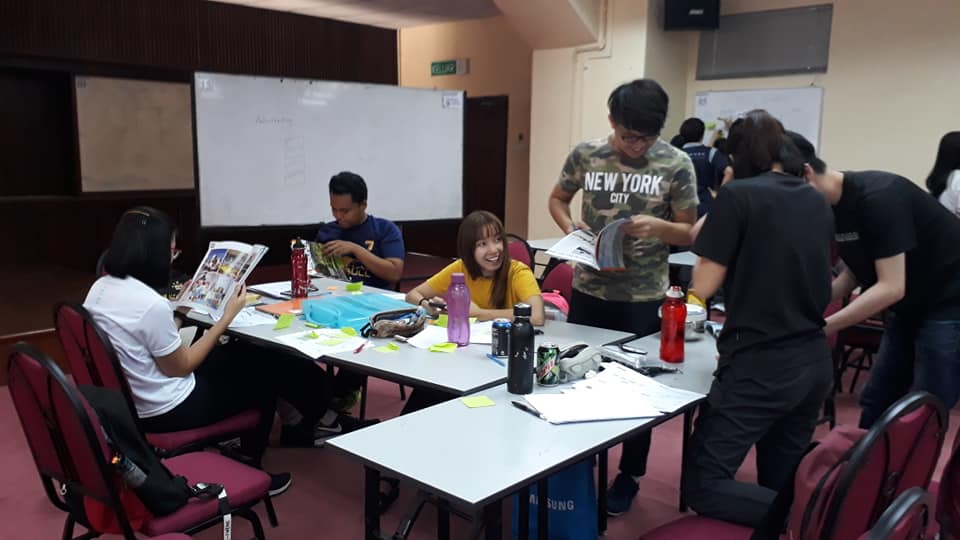
This module is to help the students to recognize the wide range of Lean principles being applied in Scrum besides obtain hands on practice in the Scrum process and able to consider the application of Scrum in their work. A hands on activity gave the opportunity for the students to better understand the Scrum methodology and gain a real appreciation for what it is like to work to work in a Scrum environment. They have to prepare a design a Golf Resort brochure with the primary purpose to advertise and promote the resort.